To accommodate the thickness of zinc when galvanizing threaded components, extra clearance must be provided on the female threads.
Galvanized nuts and bolts
As a general rule, nuts, bolts and washers down to 8 mm diameter can be galvanized and a wide range of threaded components can now be processed using special equipment. For ISO metric fasteners, the galvanizing of one thread either internal or external requires an extra clearance of four times the coating thickness.
In practice, it is normal for standard bolts from stock to be fully galvanized, but for nuts to be galvanized as blanks and then tapped up to 0.4 mm oversize with the threads then lightly oiled. When assembled, the nut thread is protected by contact with the coating on the bolt.
Even after many years of service, galvanized nuts can readily be unfastened even though the threads have never been galvanized.
Coating uniformity
Whilst there is some tendency for hot dip galvanizing to be thicker in thread roots, a near uniform coating can be obtained with modern equipment. Any thickening that does occur can be accommodated in the normal truncation on the thread of the nut.
Surface finish and appearance
Galvanized fasteners usually have a bright light grey appearance, but with certain grades of high yield and high tensile bolts, the coating may be matt grey because the higher silicon content of the steel makes them more reactive towards the molten zinc.
Fasteners hot dip galvanized at high temperature (around 550°C) tend to take on a uniform, matt grey appearance due to the structure of the coating formed when the component is cooled.
Storage of galvanized bolts and nuts
Galvanized bolts and nuts should be stored under dry, well-ventilated conditions to minimise the occurrence of wet storage stain.
Specification for hot dip galvanized fasteners
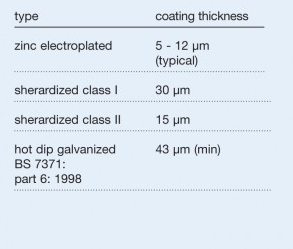
Selected zinc-based protective coatings on threaded fasteners have been listed above. One difficulty arises because electroplating is often known – misleadingly – as electrogalvanizing. It is not, therefore, enough merely to specify ‘galvanizing’ if a long life is required.
 The fastener specification should clearly state “that the fastener coating should conform to BS 7371: Part 6: 1998” and the addition of a clause “to be galvanized by a member of the Galvanizers Association” will ensure the high quality provided by its member companies and the technical back-up service of GA.
The fastener specification should clearly state “that the fastener coating should conform to BS 7371: Part 6: 1998” and the addition of a clause “to be galvanized by a member of the Galvanizers Association” will ensure the high quality provided by its member companies and the technical back-up service of GA.
Further details of the dimensions, processing and performance of hot dip galvanised bolts and nuts is given in ‘The Engineers & Architects Guide: Hot Dip Galvanizing’, published by Galvanizers Association.
For more information or advice, please contact our technical team at +44 (0) 121 355 8838 or via the website form.
Relative costs
The initial cost of hot dip galvanizing threaded fasteners is generally a little higher than zinc plating to BS3382: Part 2. However, in terms of cost per year of rust-free life, hot dip galvanizing is by far the most economical coating.

Can high strength bolts be galvanised?
General grade high strength bolts (ISO grade 8.8) to BS 4395 Part 1, (equivalent to ASTM A325) can be galvanized without difficulty. ISO Grade 10.9 bolts (BS4395: Part 2 or ASTM A490) are galvanized in the UK, Japan, Italy, France and Germany but may require blast-cleaning as an alternative treatment prior to hot dip galvanizing.
Grade 12.9 bolts and higher strength fasteners should not be galvanized.
Friction grip connections
Galvanizing Small Components
Initially, the coefficient of friction with galvanized contact surfaces is low – an average of about 0.19. As slip commences, however, friction rapidly builds up and ‘lock-up’ occurs due to cold welding between the coated surfaces.
If a small amount of slip can be tolerated it is therefore unnecessary to treat the surfaces, but if all slip must be avoided, the coefficient of friction can be raised by roughening the surface of the galvanized coating.
Wire brushing will raise it to 0.35 and a figure of 0.5 can be achieved by a light grit blasting, or by roughening with a pneumatic chisel hammer, or needle gun.
In the United States, galvanizing is one of the few coatings permitted on the contact surfaces in the specification for friction grip joints. This is approved by the Research Council for Riveted and Bolted Structural Joints of the Engineering Foundation.
The ‘lock-up’ effect described above can cause galling in the threads of galvanized fasteners used in friction grip connections and lubrication may be required in order that the required clamping force is developed. Beeswax has been found to be a most effective lubricant and molybdenum disulphide, or tallow, have also been specified for this purpose.